|
MARIETTA, GA –
11/2010 - There are numerous methods to check thread quality, but in many instances it is not thread quality that is the paramount concern. What keeps quality engineers and manufacturing engineers responsible for high volume production lines up at night is the potential disaster of shipping parts that haven’t been threaded at all.
Inductive “eddy current” technology has been used for linear displacement sensing for over 50 years. With inductive displacement sensors a wire wound coil housed in a probe is excited with high frequency AC, typically 500KHz or 1MHz. The coil produces an oscillating electromagnetic field around the probe tip. Any electrically conductive material that engages the oscillating electromagnetic field will have current induced at its surface. This “eddy current” in turn produces its own oscillating electromagnetic field. The interaction between the coil field and eddy current field varies with the distance between the coil (probe) and the sensed material surface (target). The probe electronics senses the varying interaction and produces an analog voltage proportional to the probe-target gap.
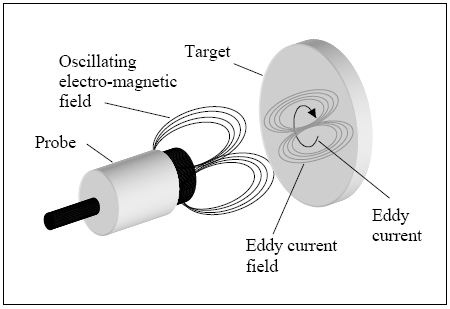
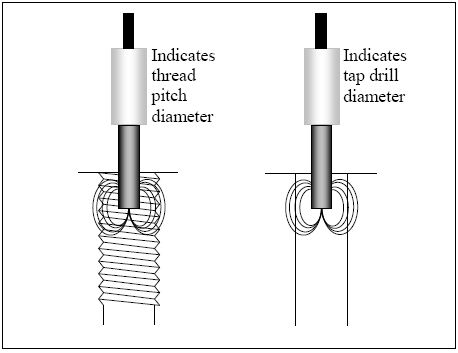
The portion of the field radiating axially from the probe is what is used in displacement sensing. For thread detection the radial portion of the field is used. When a probe is inserted into a drilled hole, the analog output voltage will indicate the gap between the outside diameter of the probe, and the inside diameter of the drilled hole. Because the eddy current induced in the surface only penetrates a few thousands of an inch, when the probe is inserted into a tapped hole, the eddy current follows the contour of the threads. In tapped holes, the analog output indicates the gap between the probe outside diameter, and what is essentially the pitch diameter of the threads.
Optical and laser based displacement sensing technologies can and have been used for thread detection. Optical sensors rely on the presence of a thread to reflect the sent beam back to a receiver, similar to how they are used in displacement sensing. If the hole is not threaded then there is no reflectance of the sent beam. It looks to the sensor like the target is out of range.
Inductive sensing technology offers some advantages over optical and laser sensing.
-
Inductive technology will see thru oil, grease, and grime, so a go/no-go check for threads presence can occur in the production line, close to the threading operation. This eliminates a bad part from incurring further costs from downstream operations.
-
Because it in unaffected by cutting fluids, oil mist and vapor, performance will not degrade over time from condensation collection on optical lenses.
-
With the probe connected to the electronics via the small coax cable, the electronics can be remotely located in a suitable environment on the production floor. This also allows for very small probes to be used.
Inductive thread detection does have some application requirements.
-
Probes diameter will affect the sensing range, so one probe does not sense all threads. As the thread diameter increases so must the probe diameter.
-
The probe must be inserted into the threaded hole (or in the case of external threads, over the stud). The depth is not critical per se, but the repeatability of insertion depth is. This is especially a concern when detecting thread presence in thin plate material. The insertion depth repeatability can be controlled with the design of the insertion mechanism.
-
The radial location of the probe in the threaded hole is similar to axial location in that it isn’t necessarily critical where it is, but it is critical that the probe be in the same radial location for each part being checked. As with axial insertion, radial insertion repeatability tolerance is easily controlled with the design of the insertion mechanism.
-
Damage to a probe is certainly a possibility with automated checking, from a broken tap, to a misaligned part. Incorporating a spring loaded probe mount in the design of the insertion mechanism will greatly reduce probe damage potential.
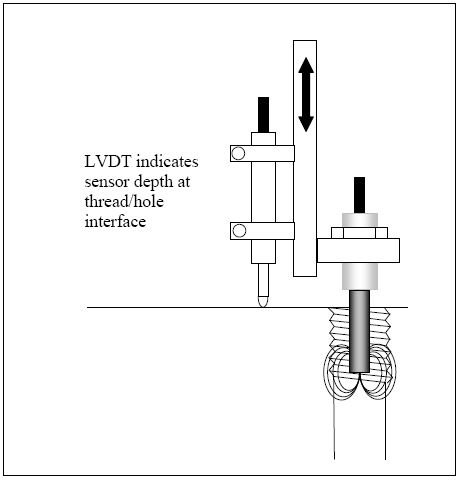
In addition to presence, inductive sensors can also be used to detect thread depth. Adding a long range displacement sensor such as an LVDT to the insertion mechanism provides insertion depth feedback. By monitoring the analog output of the inductive sensor as it is being inserted, it is possible to detect the analog voltage decrease when the probe coil passes from the last of the threads to the start of the tap drill diameter.
Not to be confused with inductive proximity sensors, inductive displacement sensors are very sensitive to small changes in gap between the probe and the target. Sensitivities of 100 millivolts/mil are commercially available as standard catalog items. It is this high
sensitivity that allows reliable thread presence detection in both coarse and fine pitch threads, and roll formed threads, in both ferrous and non-ferrous metals.
|

